Formkorrektur mit der Flamme oder mit Induktion – präzise, effizient und werkstoffgerecht.
Flammrichten und auch Induktionstichten sind thermische Verfahren, mit denen man gezielt Formabweichungen in metallischen Bauteilen korrigieren oder gewünschte Geometrien erzeugen kann. Entscheidend ist dabei die Kombination aus kurzer, intensiver Wärmeeinbringung und gezielter Behinderung der Wärmeausdehnung. Beim Abkühlen entstehen Schrumpfkräfte – und genau die nutzen wir.
🔥 Wie funktioniert Flammrichten?
Ein Bauteil wird lokal erwärmt – meist auf Temperaturen zwischen 400 und 750 °C, je nach Werkstoff. Die Temperatur bleibt dabei begrenzt, das Material schmilzt nicht. Stattdessen wird es plastisch, dehnt sich aus – und zieht sich beim Abkühlen an der richtigen Stelle zusammen. Diese „verformende Schrumpfung“ bewirkt die gewünschte Formkorrektur.
Man unterscheidet zwischen:
– oberflächennaher Erwärmung
– durchdringender Erwärmung
Die maximale Temperatur – die sogenannte Flammrichttemperatur – darf dabei nicht überschritten werden. Sie liegt:
– bei Aluminium: ca. 400 °C
– bei Gleiswerkstoffen: ca. 650 °C
– bei Baustahl: 700–800 °C (je nach Figur & Dicke)
📐 Flammrichtfiguren – Formen, die Wirkung zeigen
Zur Anwendung kommen verschiedene Flammrichtfiguren – das sind bestimmte Muster der Wärmeeinbringung:
- Wärmepunkt
- Wärmestrich
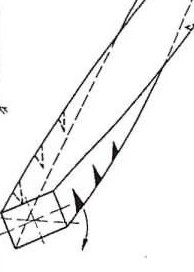
- Wärmekeil
- Kombinationen wie Wärmelinien oder Wärmebahnen
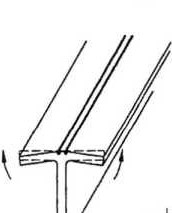
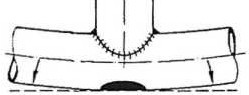
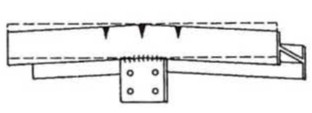
Sie dienen dazu, Krümmungen zu beheben oder zu erzeugen, Beulen zu glätten, Kehlnähte zu korrigieren, Schweißkanten anzupassen u. v. m.
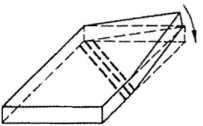
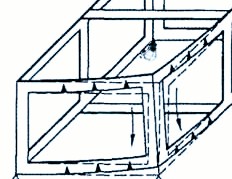
Hier einige Beispiele fürs Flammrichten:
⚙️ Werkstoffverhalten & Abkühlung
Ein entscheidender Punkt: Fachgerechtes Flammrichten verändert die Werkstoffeigenschaften nicht.
Voraussetzung: richtige Temperaturführung und eine auf das Material abgestimmte Abkühlung.
- Vergütete Feinkornstähle dürfen nicht mit Wasser abgeschreckt werden (Versprödungsgefahr)
- Austenitische CrNi-Stähle oder Leichtmetalle können von schnellem Abkühlen sogar profitieren
Auch der Werkstoffzustand spielt eine Rolle (warmgewalzt, vergütet, thermomechanisch behandelt), ebenso wie Umgebungsbedingungen (z. B. Regen, Schnee, Kälte).
🧠 Metallurgie & Unterschiede zum Schweißen
Im Vergleich zum Schweißen verhält sich das Material beim Flammrichten „gutmütiger“:
Es entsteht kein Schmelzbad, keine Wärmeeinflusszone – nur plastische Umformung durch Schrumpf.
Wichtig: Eine angeschmolzene Oberfläche zeigt immer einen Fehler in der Arbeitsweise – richtiges Flammrichten arbeitet unterhalb der Schmelztemperatur!
🧰 Verfahrenstechnischer Blick
Beim Flammrichten entsteht die Formänderung durch gezielte Stauchung beim Erwärmen und Schrumpfung beim Abkühlen. Anders als beim Schweißen oder Härten ist hier die Wärmeeinbringung schnell und lokal – angepasst an das Bauteil.
Beispiel:
– Dünnblech: 2–3 Sekunden Anwärmzeit pro Wärmepunkt
– Dicke Welle: bis zu 120 Sekunden – also das 60-Fache!
🛑 Wärmeausdehnung gezielt behindern
Die verformende Schrumpfung entsteht nur, wenn sich das Material nicht frei ausdehnen kann. Ist das Bauteil zu flexibel, kommen Hilfsmittel wie Lochplatten, Klemmen oder Portale zum Einsatz, um die Richtzone gezielt zu fixieren.
📌 Wo ansetzen? – Die Lage der Flammrichtstelle
Flammrichtstellen müssen immer auf der zu langen Seite sitzen, da die Schrumpfung verkürzt.
– Beule? → Schrumpfung in der Beule
– Krümmung? → Schrumpfung auf der Außenseite
– Krümmung erzeugen? → Schrumpfung auf der Innenseite
🧭 Wahl der Flammrichtfigur
Je nach Verzug wählt man die passende Figur – Wärmepunkt, -strich, -keil oder Kombination. Wichtig ist, wie die Schrumpfkräfte wirken:
– Längs, quer, winkel-, dickenseitig
– einseitig oder durchgewärmt
🔩 Brennergröße & Gasbedarf
Faustregel: Flammrichtbrenner sollten doppelt so stark sein wie beim Schweißen.
Beispiele:
– 2 mm Blech → kleiner Schweißbrenner mit ca. 300 l/h Sauerstoff
– 200–300 mm dicke Bleche → bis zu 3 Hochleistungsbrenner mit 15.000 l/h Sauerstoffverbrauch
Auch Materialeigenschaften wie Wärmeleitfähigkeit und Ausdehnungskoeffizient beeinflussen die Wahl.
Für jeden Einsatzbereich gibt es passende Brennergriffe, Einsätze und Spezialdüsen – von punktgenau bis breitflächig, auch für 2–5 parallele Wärmestriche.