Auf dieser Seite findest du praxisnahes Wissen über das thermische Richten – vom Flammrichten über das Induktionsrichten bis hin zu Materialverhalten, Richtfiguren und Fehlervermeidung. Ideal als Nachschlagewerk für Fachleute, Interessierte und Teilnehmer unserer Seminare.
Grundlagen im Überblick
Grundlagen des Flammrichtens – was passiert beim Richten thermisch?
Induktionsrichten in der Praxis – präzise, effizient und werkstoffschonend
Werkstoffverhalten – wie reagieren Stahl, CrNi oder Alu auf Wärme?
Verzinkte Bauteile – Richten trotz Zinkschicht
Richtfiguren & Wärmeverteilung – Wärmestrich, Punkt, Keil und mehr
FAQ – häufige Fragen rund ums Flammrichten
Optimierte Verfahrenstechnik für Serienbauteile
Beim einzelnen Bauteil genügt oft die klassische Vorgehensweise beim Flammrichten. Doch bei Serienfertigung lohnt sich eine Optimierung der Verfahrenstechnik.
In vielen Fällen lassen sich Rüstzeit und Energiebedarf stark reduzieren.
Erfahrung und Weiterentwicklung
Viele Verfahren wurden aus der Praxis heraus entwickelt – durch Versuche, Verbesserungsideen und gezielte Prozessbeobachtung. Ob Zweifach-Wärmestrich mit gekoppelt geführten Brennern oder automatisiertes Richten. Jedes Verfahren trägt zur Optimierung der Bauteilqualität und Wirtschaftlichkeit bei.
Unser Fachwissen basiert auf jahrelanger Erfahrung, mit über 100 Praxisbildern. Alle wichtigen Aspekte sind anschaulich aufbereitet – als Grundlage für die Schulung, Weiterbildung und Anwendung im Betrieb.
❓ Häufige Fragen zum Schweißverzug
Wie entsteht Schweißverzug? Welche Methoden helfen wirklich – Flammrichten oder Induktionsverfahren? In unserem FAQ-Bereich findest du Antworten auf die häufigsten Praxisfragen rund um thermisches Richten und Verzug.
Besonders interessant ist die Förderung für kleinere und mittlere Betriebe, die konkrete betriebliche Probleme strukturiert angehen wollen, aber den Aufwand einer externen Beratung wirtschaftlich absichern möchten. Für deine Zielgruppen sind das vor allem metallverarbeitende Unternehmen, die Prozesse verbessern, Nacharbeit reduzieren oder neue Verfahren sauber einführen möchten.
Besonders interessant ist sie für metallverarbeitende Unternehmen wie Maschinenbau, Stahlbau, Anlagenbau, Metallbau, Behälterbau, Lohnfertigung oder Instandhaltung, also überall dort, wo geschweißt, gerichtet oder prozesssicher gefertigt werden muss.
Interessant ist es für Betriebe, die dünnwandige oder bestimmte wiederkehrende Bauteile fertigen und prüfen möchten, ob das Verfahren gegenüber WIG oder MAG betriebswirtschaftlich und technisch sinnvoll ist.
Für Einsteiger, Praktiker, Maschinenbediener, Instandhalter und Mitarbeiter in der Fertigung, die MIG/MAG-Schweißen verstehen und sicher anwenden möchten.
Unsere Seminare richten sich an Fachkräfte aus Metallbau, Schlosserei, Schweißtechnik, Instandhaltung und Anlagenbau. Auch Ausbilder, Meister und Planer profitieren vom praxisnahen Aufbau. Es sind keine besonderen Vorkenntnisse im Richten erforderlich – nur handwerkliches Grundverständnis und Interesse.
Das Programm richtet sich an KMU der gewerblichen Wirtschaft und an Freie Berufe mit Sitz und Geschäftsbetrieb oder einer Zweigniederlassung in Deutschland, sofern die KMU-Kriterien erfüllt sind.
Für Geschäftsführer, Produktionsleiter, Fertigungsleiter, technische Leiter oder Schweißaufsichtspersonen, die klären möchten, ob ihr Thema in eine Beratung passt.
Sowohl als auch, Parameter und um Abläufe im Betrieb. In vielen Fällen liegt die Ursache nicht nur im Verfahren selbst, sondern in Vorbereitung, Reihenfolge, Organisation oder in der Technik.
Ja. Eine sinnvolle Beratung betrachtet nicht nur das Verfahren an sich, sondern auch Einbindung, Nutzen, Kosten, Personal, Sicherheit und organisatorische Auswirkungen.
Um beides. Gute Beratung verbindet technische Sauberkeit mit wirtschaftlichem Nutzen, also weniger Nacharbeit, stabilere Abläufe, bessere Entscheidungssicherheit und umsetzbare Verbesserungen im Betrieb.
Ja. Unternehmen, die zum Zeitpunkt der Antragstellung noch nicht länger als ein Jahr am Markt tätig sind, müssen ein Informationsgespräch mit einem regionalen Ansprechpartner führen. Dieses Gespräch darf frühestens drei Monate vor Antragstellung und spätestens vor Einreichung des Verwendungsnachweises stattfinden.
Ja. Auf der BAFA-Seite wird die Förderrichtlinie in der geänderten Fassung vom 12. Dezember 2024 geführt; für das Programm wird außerdem ausdrücklich genannt, dass die Geltungsdauer bis zum 31. Dezember 2026 läuft.
Nein. Die Listung bestätigt die grundsätzliche Registrierung und Freischaltung des Beratungsunternehmens. Ob eine konkrete Beratungsleistung förderfähig ist, hängt zusätzlich vom Inhalt und von der Ausgestaltung der einzelnen Beratung ab.
Nein. Vor der Beratung gibt es nur eine formale Vorprüfung und das unverbindliche Informationsschreiben. Die mögliche Bewilligung und Auszahlung erfolgen erst nach abschließender Prüfung der Antrags- und Verwendungsnachweisunterlagen.
Ja. Beratung und Förderung sollten bewusst getrennt betrachtet werden. Erst geht es um das Thema und den Nutzen, danach kann geprüft werden, ob Förderung infrage kommt.
Ja. Der Nutzen einer Beratung hängt nicht von der Förderung ab, sondern davon, ob sie ein konkretes Problem im Betrieb löst. Förderung kann hilfreich sein, ist aber keine Voraussetzung für sinnvolle Beratung.
Ja. Gerade kleinere Betriebe profitieren oft besonders davon, weil dort wenige Fehlentscheidungen schnell hohe Auswirkungen auf Zeit, Kosten und Auslastung haben.
Ja, durch die genaue Temperatursteuerung lässt sich beim Induktionsrichten vermeiden, dass Zinkschichten beschädigt oder verdampft werden. Voraussetzung ist, dass die Temperatur unterhalb von 600 °C bleibt. So kann verzinktes Material gerichtet werden, ohne den Korrosionsschutz zu beeinträchtigen – ein klarer Vorteil gegenüber mechanischem Richten oder unsachgemäßer Flammenbehandlung.
Das Werkstück zeigt keine Anlauffarben oder Schmorstellen – Beispiel für korrektes Flammrichten verzinktes Bauteil
Ja, Induktionsrichten eignet sich besonders gut für verzinkte Bauteile. Die Temperatur lässt sich dabei präzise steuern – unterhalb der Verdampfungstemperatur des Zinks. So bleibt die Schutzschicht intakt. Das Verfahren ist zudem sauberer, weil keine offenen Flammen entstehen und keine Verfärbungen auftreten.
Nein. Richttechnik ist überall relevant, wo sich Schweißverzug auf Maßhaltigkeit, Funktion oder Montage auswirkt, also auch im Maschinenbau, Behälterbau oder Vorrichtungsbau.
Ja, das kann grundsätzlich möglich sein, wenn es um eine individuelle betriebliche Beratung zur Einführung, Wirtschaftlichkeit, Prozessintegration oder Organisationsfrage geht. Nicht förderfähig wären dagegen allgemeine Seminare oder offene Schulungen zum Verfahren.
Ja. Gerade weil viele Entscheidungen zu früh auf Basis von Herstellerdarstellungen oder Einzelfällen getroffen werden, kann eine neutrale Beratung typische Fehlentscheidungen vermeiden, oder eine Investition zum Erfolg bringen.
Ja. Genau das ist in vielen Betrieben einer der wichtigsten Hebel, weil Fehlerursachen, Abläufe und technische Entscheidungen systematisch betrachtet werden.
Ja, grundsätzlich kann das der Fall sein, wenn die Beratung betriebsindividuell durchgeführt wird und inhaltlich als Unternehmensberatung im Sinne der Richtlinie einzuordnen ist. Entscheidend ist nicht das Schlagwort Schweißtechnik, sondern ob die Beratung konkrete betriebliche Schwachstellen analysiert und umsetzbare Handlungsempfehlungen liefert.
Ja, grundsätzlich ist das möglich, wenn die Beratung nicht als Schulung oder Versuchsdokumentation aufgesetzt ist, sondern als betriebsbezogene Einzelberatung mit organisatorischem, wirtschaftlichem oder prozessbezogenem Nutzen. Die konkrete Einordnung erfolgt im jeweiligen Verfahren.
Ja. Wenn Abläufe sauberer organisiert, unnötige Schleifen reduziert und Prozessschritte besser abgestimmt werden, lassen sich Fertigungszeiten häufig deutlich verbessern.
Für das BAFA-Programm ist entscheidend, dass der Antrag online über die Antragsplattform gestellt wird. Auf Basis meiner Tests im Portal kann die Dateneingabe offenbar auch manuell erfolgen. Es besteht auch die Möglichkeit mit ELSTER Zertifikat zu arbeiten.
Ja, das Flammrichten verzinkter Bauteile ist möglich – jedoch nur mit besonderer Vorsicht. Die Zinkschicht darf dabei nicht beschädigt oder verdampft werden. Die Richttemperatur sollte 550–600 °C nicht überschreiten. Sichtbares Dunkelrot ist bereits zu heiß! Als Hilfsmittel kann Flussmittelpaste verwendet werden, die durch ihren Glasfluss eine Überhitzung zuverlässig anzeigt.
Ja, grundsätzlich können auch metallverarbeitende Handwerksbetriebe antragsberechtigt sein, sofern sie die KMU-Kriterien erfüllen und die geplante Beratung inhaltlich in das Programm passt.
Ja. Beide Verfahren können Teil einer betriebsbezogenen Beratung sein, wenn es um konkrete Verzugsthemen und wirtschaftlich sinnvolle Richtstrategien geht.
Das kann grundsätzlich möglich sein, wenn diese Themen als betriebsindividuelle Beratungsinhalte im Zusammenhang mit Unternehmensführung, Prozessorganisation oder Einführung neuer Verfahren behandelt werden. Reine Unterweisungen oder Seminarformate sind nicht förderfähig
Ja. Beratung ist ein eigenständiges Angebot und nicht an eine Förderung gebunden. Förderung kann eine Option sein, ist aber nicht Voraussetzung für Zusammenarbeit.
Ja. Der Umgang mit technischen Gasen kann Teil einer betriebsbezogenen Sicherheitsberatung sein, wenn es um organisatorische, technische und praktische Fragen im Betrieb geht.
Nein, bei der Antragstellung selbst sind laut BAFA zunächst keine weiteren Unterlagen erforderlich. Die Nachweise werden später im Verwendungsnachweisverfahren relevant.
Ja. Der Antrag muss vor Beginn der Beratung online gestellt werden. Eine rückwirkende Antragstellung ist ausgeschlossen. Erst nach dem Informationsschreiben darf die Beratung beginnen.
Nein. Zusätzlich zur Beschäftigtenzahl müssen auch die wirtschaftlichen Schwellenwerte eingehalten werden. Es reicht also nicht, nur unter 250 Mitarbeitende zu haben
Nein, nicht automatisch. BAFA nennt KMU der gewerblichen Wirtschaft und Freie Berufe, aber die konkrete Förderfähigkeit hängt auch von der Tätigkeit und vom Beratungsinhalt ab.
Ja. Auf Basis des hier im Chat gezeigten Screenshots ist dein Beraterprofil mit der Unternehmensnummer 227520 im BAFA-Portal auf „GELISTET“ gesetzt. Die Bedeutung dieses Status beschreibt BAFA selbst eindeutig.
Ja. Dazu gehören zum Beispiel die Einführung von Laserhandschweißen oder die Entscheidung, wann ein neues Verfahren sinnvoll ist und wie es sauber in bestehende Abläufe eingebunden wird.
Ja. MIG/MAG- und WIG-Prozesse gehören zu den typischen Beratungsfeldern, vor allem wenn es um Prozessstabilität, Qualität, Nacharbeit oder Verfahrensabgrenzung geht.
Ein Seminar ist sinnvoll, wenn Grundlagen, Verständnis oder gemeinsames Wissen aufgebaut werden sollen. Beratung ist sinnvoll, wenn ein konkretes betriebliches Problem gelöst oder eine Entscheidung vorbereitet werden muss.
Vor allem vor einer Investition, bei der Einführung im Betrieb oder dann, wenn Unsicherheit über Eignung, Grenzen, Sicherheit oder Wirtschaftlichkeit besteht.
Dann, wenn Verzug regelmäßig zu Richtaufwand, Nacharbeit, Montageproblemen oder unnötigen Korrekturen führt und intern keine stabile Lösung gefunden wird. „Wenn es manchmal klappt mit den Richtprozessen“
Eine Schweißtechnik-Beratung ist sinnvoll, wenn wiederkehrende Qualitätsprobleme, hohe Nacharbeit, instabile Prozesse oder Unsicherheit bei der Einführung neuer Verfahren bestehen. Sie hilft vor allem dann, wenn betriebliche Probleme nicht nur an einem einzelnen Parameter hängen, sondern an Abläufen, Entscheidungen und Prozessverständnis.
Dann, wenn neue Verfahren eingeführt werden, Unsicherheit bei Schutzmaßnahmen besteht oder betriebliche Sicherheitsfragen zwar bekannt, aber noch nicht praxistauglich gelöst sind.
Flammrichten ist wirtschaftlicher, da es der Schweißer direkt am Arbeitsplatz richten kann. Damit entfällt das zwischenlagern und ein weiterer Arbeitsgang. Flammrichten ist besonders dann im Vorteil, wenn das Bauteil nur durch gezielte Schrumpfkräfte korrigiert werden kann – etwa bei Schweißverzug, Beulen oder schwer zugänglichen Stellen. Es ist materialschonender als mechanisches Richten, da keine hohen äußeren Kräfte aufgebracht werden müssen. Vor allem bei dicken oder verwinkelten Werkstücken bringt das thermische Verfahren oft bessere Ergebnisse.
Das Bild zeigt einen typischen Schweißverzug bei einem dünnwandigen Bauteil. Gerade im Dünnblechbereich führt die Wärmeeinbringung oft zu welligen oder verzogenen Oberflächen – ein zentrales Thema im Seminar Flammrichten und Induktionsrichten.Richten von Dünnblech
Sie lohnt sich vor allem dann, wenn sich Probleme wiederholen, Termine unter Druck geraten, Nacharbeit steigt oder neue Verfahren eingeführt werden sollen.
Die Auszahlung erfolgt nach positiver Abschlussprüfung durch BAFA. Voraussetzung ist, dass alle Unterlagen vollständig und fristgerecht vorliegen und die Voraussetzungen der Richtlinie erfüllt sind.
Weil nicht jede Leistung automatisch unter die Richtlinie fällt. Förderfähig sind nur Beratungen, die inhaltlich und formal zum Programm passen; Seminare und Workshops sind zum Beispiel ausdrücklich ausgeschlossen.
Weil im Förderverfahren nicht nur das Beratungsunternehmen, sondern auch Antrag, Unternehmen, Beratungsinhalt, Verwendungsnachweis und alle formalen Voraussetzungen geprüft werden. Erst daraus ergibt sich, ob eine Beratung tatsächlich bezuschusst wird
Weil ein Beratungsunternehmen im Programm registriert und freigeschaltet sein muss, damit es im Förderverfahren als Beratungsunternehmen benannt werden kann. BAFA weist zudem darauf hin, dass Kundenanträge abgelehnt werden müssen, wenn das Profil nicht freigeschaltet ist.
KMU bedeutet kleine und mittlere Unternehmen nach der EU-Definition. Für das BAFA-Programm ist diese Einstufung eine Grundvoraussetzung für die Antragsberechtigung.
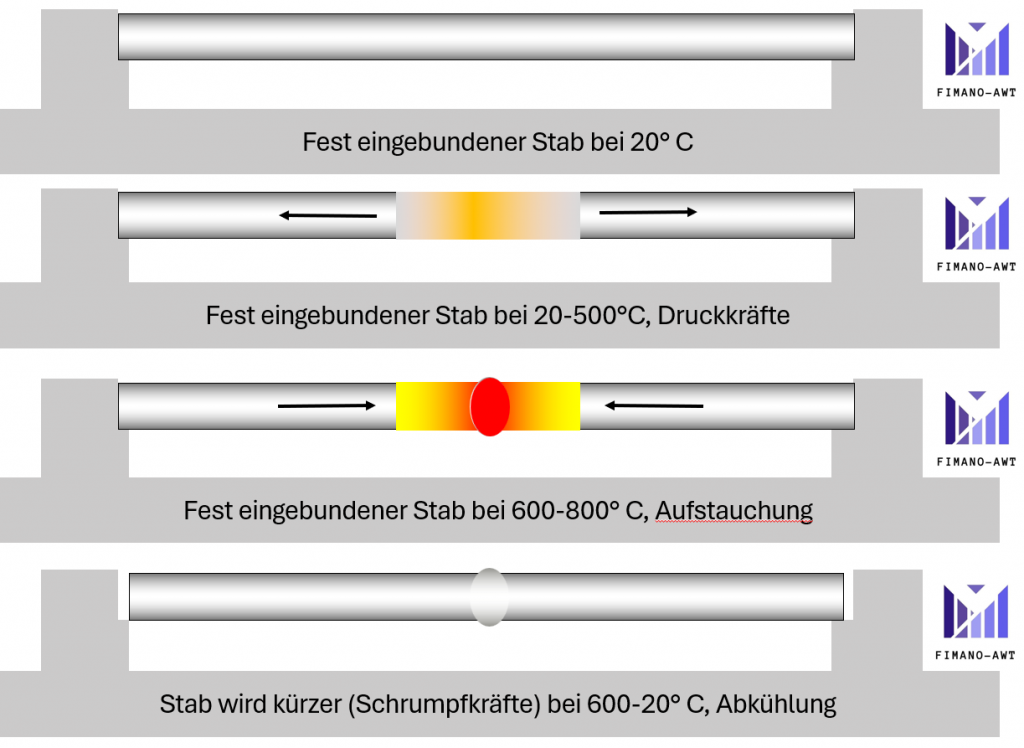
Plastische Verformung tritt auf, wenn der Werkstoff so weit erwärmt wird, dass die auftretenden Schrumpfkräfte die Streckgrenze überschreiten. Die Formänderung bleibt dann dauerhaft bestehen – im Gegensatz zur elastischen Verformung, bei der das Bauteil in seine Ausgangsform zurückkehrt.
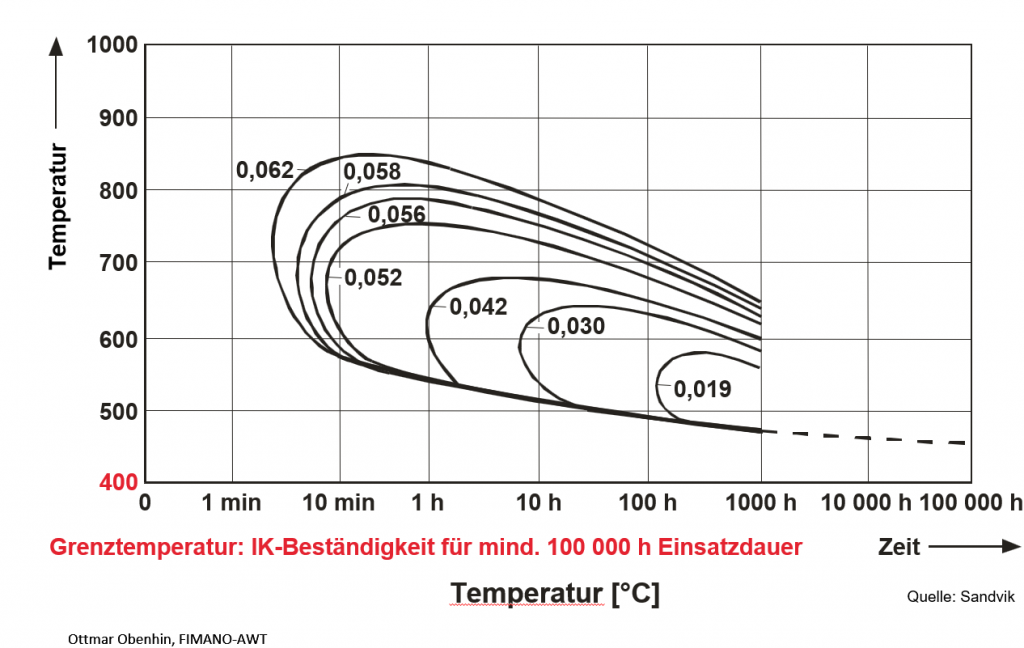
Physikalische Grundlagen des Flammrichtens oder Induktionsrichtens – im Temperaturbereich von 0 bis 800° C
Prozessberatung in der Fertigung bedeutet, dass nicht nur einzelne Schweißparameter betrachtet werden, sondern der gesamte Ablauf rund um Fertigung, Vorbereitung, Fügen, Richten, Qualität und Organisation.
Die Förderung senkt die Kosten einer externen Beratung und erleichtert es Unternehmen, qualifizierten Rat für betriebliche Fragen in Anspruch zu nehmen. Ziel des Programms ist es, Leistungsfähigkeit, Wettbewerbsfähigkeit und Anpassungsfähigkeit von KMU zu stärken.
Das Informationsschreiben ist die Mitteilung nach der Vorprüfung durch Leitstelle und BAFA. Es informiert über das Ergebnis der Prüfung, die Bedingungen für eine Förderung und die Frist für den Verwendungsnachweis. Erst danach darf begonnen werden.
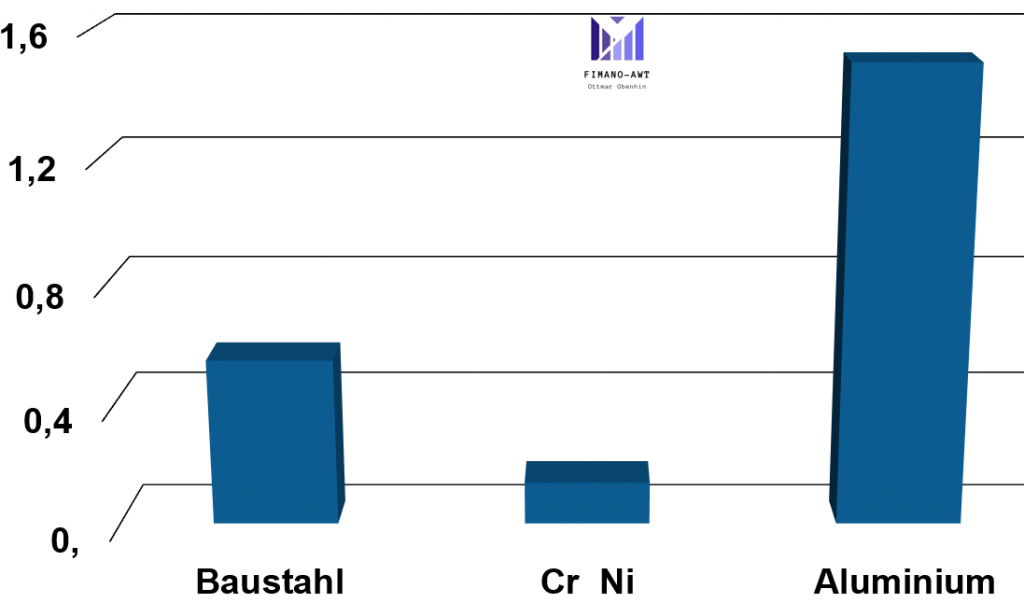
Der Ausdehnungskoeffizient beschreibt, wie stark sich ein Werkstoff bei Temperaturerhöhung ausdehnt. Er ist entscheidend beim Flammrichten: Nur wenn ein Werkstoff sich ausdehnt und beim Abkühlen schrumpft, lassen sich gezielte Formveränderungen erreichen. Stahl hat einen Ausdehnungskoeffizienten von etwa 0,011 mm/m °C, Aluminium das Doppelte.
Einfache Übersicht zur Längenausdehnung bei Temperaturanstieg je nach Material
Die BAFA-Listung betrifft das Beratungsunternehmen. Die tatsächliche Förderfähigkeit betrifft zusätzlich das konkrete Unternehmen, das konkrete Beratungsthema und den vollständigen Ablauf nach Richtlinie.
Ein Seminar vermittelt allgemeines Wissen für mehrere Teilnehmende. Eine Beratung ist auf den einzelnen Betrieb zugeschnitten und bezieht sich auf konkrete Probleme, Abläufe und Entscheidungen.
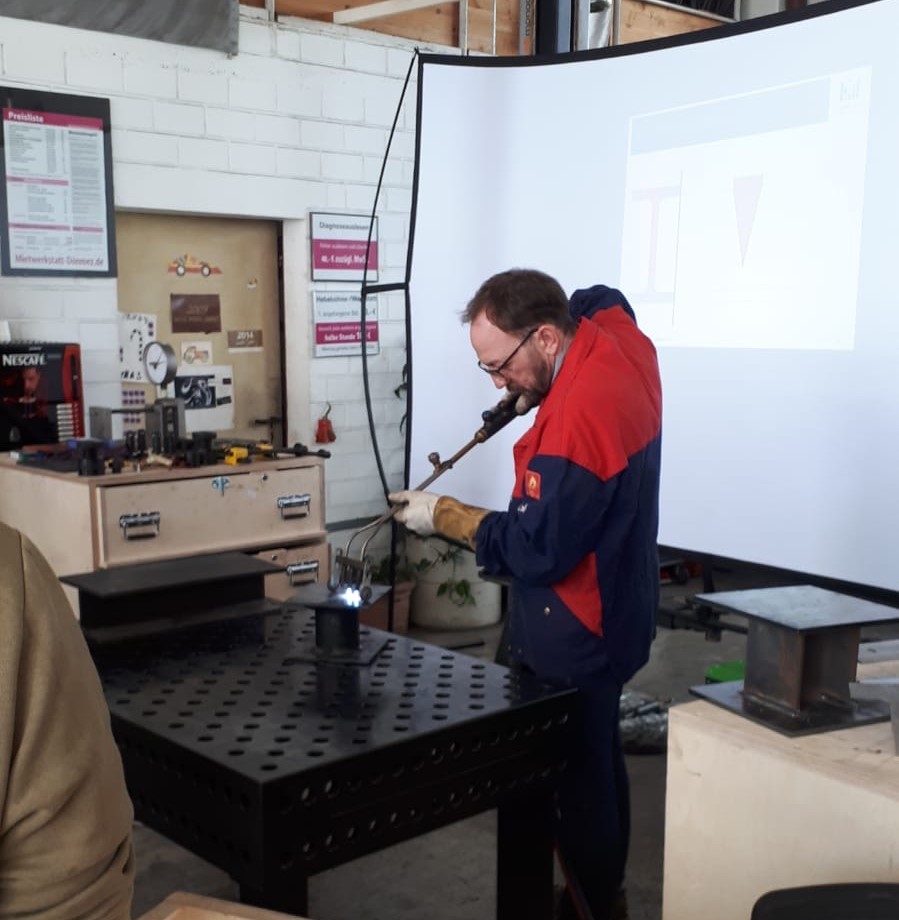
Der Theorieblock vermittelt die Grundlagen des thermischen Richtens – Werkstoffverhalten, Temperaturführung, Sicherheitsaspekte und Anwendungsbeispiele. Der Schwerpunkt liegt aber auf der Praxis: Rund 70 % des Seminars bestehen aus aktivem Richten an echten Bauteilen. So lernen die Teilnehmer direkt am Werkstück. T-Profile, Träger, Kopfplatten, Fußplatten, Rohrkonstruktionen oder Plattenfeldern usw.
Im Rahmen eines Praxis-Seminars demonstriert Ottmar Obenhin das fachgerechte Flammrichten einer verzogenen Fußplatte. Die Teilnehmenden sehen dabei genau, wie die Wärmefigur aufgebracht wird – ein anschaulicher Live-Einblick in die thermische Richttechnik.
Der Upload-Bereich ist der Bereich im BAFA-Verfahren, über den das unterschriebene Verwendungsnachweisformular und weitere Unterlagen hochgeladen werden. Auch Nachreichungen, zum Beispiel nach einer Anhörung, laufen darüber.
Der Verwendungsnachweis ist der formale Nachweis nach Abschluss der Beratung. Damit belegt das Unternehmen, dass die Beratung durchgeführt, bezahlt und entsprechend den Fördervorgaben dokumentiert wurde.
Die BAFA-Förderung für Unternehmensberatung ist ein Zuschussprogramm für kleine und mittlere Unternehmen sowie Angehörige der freien Berufe. Gefördert werden betriebsindividuelle Beratungen zu wirtschaftlichen, finanziellen, personellen und organisatorischen Fragen der Unternehmensführung.
Flammrichten ist ein thermisches Verfahren, bei dem Metallbauteile durch gezielte Wärmezufuhr mit einer Acetylen-Sauerstoff-Flamme dauerhaft verformt werden. Beim Erwärmen dehnt sich das Material aus, beim Abkühlen entstehen Schrumpfkräfte, die das Bauteil in die gewünschte Form ziehen. Diese plastische Verformung bleibt bestehen und macht das Verfahren besonders effizient für das Richten von Krümmungen, Beulen oder Schweißverzug.
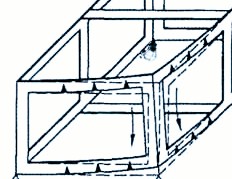
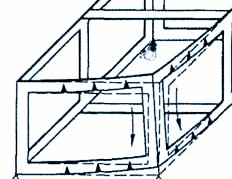
Bei dieser komplexen Rohrkonstruktion wurden Wärmekeile gezielt angesetzt, um Torsion und Längsverzug zu korrigieren. Je nach Zugang und Werkstoff kommen sowohl das klassische Flammrichten als auch moderne Induktionsverfahren zum Einsatz – mit präziser Schrumpfwirkung und minimalem Aufwand.
Induktionsrichten ist ein thermisches Verfahren, bei dem Werkstücke durch elektromagnetische Induktion gezielt erwärmt und beim Abkühlen verformt werden. Im Unterschied zum Flammrichten erfolgt die Wärmezufuhr kontaktlos und kontrollierter – ideal für empfindliche oder präzise Bauteile. Besonders vorteilhaft ist das Verfahren bei gleichmäßiger Erwärmung großer Materialdicken oder bei begrenztem Platz.
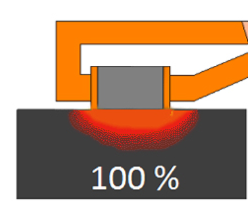
Die technische Darstellung zeigt, wie Tiefeninduktion gezielt Wärme in das Werkstück einbringt – kontrolliert, materialschönend und ohne Anlauffarben. Ideal für empfindliche Materialien wie Chrom-Nickel-Stahl oder hochpräzise Anwendungen im Apparatebau.
Der Seminarpreis richtet sich nach Ort, Teilnehmerzahl und Ablauf. In der Regel liegt er zwischen 490 und 790 € pro Person (zzgl. MwSt.). Enthalten sind Schulungsunterlagen, Pausengetränke, ein einfaches Mittagessen und persönliche Betreuung durch Ottmar Obenhin. Bei Bedarf stellen wir Teilnahmezertifikate aus.
Wird ein Werkstoff zu stark oder zu lange erhitzt, kann es zu Schmorstellen, Strukturveränderungen oder Rissen kommen. Bei Edelstahl besteht die Gefahr der Chromverarmung und Anlauffarben. Aluminium kann weich werden oder schmelzen. Deshalb ist eine kontrollierte Erwärmung mit passenden Flammenparametern essenziell für ein sicheres Richten.
Wenn korrekt gearbeitet wird, bleibt die Zinkschicht beim Richten vollständig erhalten. Beim Flammrichten darf die Oberfläche nur leicht anlaufen – ohne Glühen oder Abplatzungen. Beim Induktionsrichten wird die Oberfläche meist kaum verändert. Mechanisches Richten birgt dagegen die Gefahr von Rissen oder Abplatzungen in der Zinkschicht, was den Korrosionsschutz deutlich verringern kann.
Das Werkstück zeigt keine Anlauffarben oder Schmorstellen – Beispiel für korrektes Flammrichten verzinktes Bauteil
Schweißverzug bezeichnet die ungewollte Verformung von Bauteilen durch die beim Schweißen entstehende Wärme. Die Schweißnaht zieht sich beim Abkühlen zusammen und erzeugt Spannungen, die das Bauteil krümmen, verziehen oder verdrehen. Besonders betroffen sind dünne Bleche oder asymmetrisch aufgebaute Werkstücke.
Förderfähig sind individuell und konzeptionell durchgeführte Einzelberatungen zu wirtschaftlichen, finanziellen, personellen und organisatorischen Fragen der Unternehmensführung. Die Beratung darf höchstens fünf Tage dauern.
Werkstoff und Materialdicke bestimmen maßgeblich die Einstellungen beim Flammrichten. Zunächst richtet sich die Wahl der Brennergröße nach der Dicke des Materials: Dickere Werkstücke brauchen mehr Wärmezufuhr und entsprechend größere Brenner, dünnere Bleche arbeitet man mit kleineren Brennerdüsen präziser fimano-awt.de. Hinzu kommt der Werkstoff selbst: Die Flammeneinstellung wird an das Material angepasst fimano-awt.de. Unlegierter Baustahl verträgt z. B. einen Sauerstoffüberschuss (Spitzflamme) – damit geht das Richten schneller fimano-awt.de. Aluminium hingegen wird mit Acetylenüberschuss (Weichflamme) gerichtet, um Überhitzung und Oxidation zu vermeiden fimano-awt.de. Edelstahl erfordert eine neutrale bis leicht oxidierende Flamme, damit die Oberfläche nicht beschädigt wird fimano-awt.de.
In der Praxis bedeutet das: Wärmezufuhr immer kontrolliert und zügig durchführen, aber nie so stark, dass das Material schmilzt fimano-awt.de. Im Zweifel startet man mit einer kleineren Flamme/Brenner und steigert die Leistung, sobald man das Verhalten des Werkstoffs sicher einschätzen kann fimano-awt.de. So behält man die Kontrolle und erzielt ein sauberes Richt-Ergebnis ohne Materialschäden.
Beim Flammrichten muss die Flammenart immer zum Werkstoff passen fimano-awt.de. Man unterscheidet drei grundlegende Einstellungen:
Normalflamme (neutrale Flamme): Ausgewogenes Acetylen-Sauerstoff-Gemisch, die Standardlösung für vielseitigen Einsatz. Diese Flamme ist universell einsetzbar und für die meisten Werkstoffe geeignet fimano-awt.de.
Spitzflamme (sauerstoffüberschüssige Flamme): Erhöhter Sauerstoffanteil ergibt eine heißere, „harte“ Flamme. Sie beschleunigt den Richtvorgang und ist ideal für unlegierte Baustähle geeignet fimano-awt.de. Leichten Oberflächenzunder nimmt man dabei in Kauf.
Weichflamme (acetylenüberschüssige Flamme): Erhöhter Acetylenanteil ergibt eine „weiche“ Flamme. Diese wird vor allem für Aluminium verwendet, da sie keinen Sauerstoffüberschuss hat, die Richtstelle gut sichtbar macht und Oxidation verringert fimano-awt.de.
Für Edelstahl (Chrom-Nickel-Stahl) empfiehlt sich eine neutrale bis leicht sauerstoffüberschüssige Flamme, um die empfindliche Oberfläche zu schonen fimano-awt.de. Grundsätzlich gilt: Eine falsch eingestellte Flamme kann den Werkstoff schädigen – daher immer die Flamme passend zum Material wählen fimano-awt.de.
Wichtige Fragen sind Bauteileignung, Material- und Nahtanforderungen, Wirtschaftlichkeit, Arbeitsplatzgestaltung, Sicherheit, Prozessintegration und Grenzen des Verfahrens und die Aktuellen Normen.
Ein Unternehmen gilt hier als KMU, wenn es weniger als 250 Personen beschäftigt und entweder höchstens 50 Millionen Euro Jahresumsatz oder höchstens 43 Millionen Euro Jahresbilanzsumme hat.
Nicht gefördert werden unter anderem Beratungen, die mit anderen öffentlichen Zuschüssen finanziert werden, Vermittlungstätigkeiten, Beratungen zum Verkauf eigener Waren oder Dienstleistungen des Beratungsunternehmens sowie Beratungen mit überwiegendem Rechts-, Versicherungs-, Steuer- oder Fördermittelbezug.
Typische Themen sind Nacharbeit, Ausschuss, schwankende Nahtqualität, unklare Verfahrenswahl, mangelnde Prozessstabilität, Schweißverzug und Unsicherheit bei neuen Technologien.
Flammrichten ist eine bewährte Methode, um Schweißverzug präzise und dauerhaft zu korrigieren. Durch gezielte Wärmepunkte oder Wärmestraßen werden Schrumpfkräfte erzeugt, die den Verzug zurückziehen. Das Verfahren ist besonders effektiv bei langen Nähten, Trägern, T-Stößen oder Plattenfeldern und lässt sich gut mit Vorspannung kombinieren. jeder Schweißer sollt das Verfahren des Flammrichten / Induktionsrichtens beherrschen.
Die Temperatur an der Richtstelle hängt vom Werkstoff ab. Bei Baustahl liegt die Flammrichttemperatur meist zwischen 600 °C und 800 °C. Aluminium wird deutlich niedriger erhitzt, oft nur bis ca. 400 °C. Entscheidend ist, dass die maximale Temperatur des Werkstoffs nicht überschritten wird, um Materialschäden wie Schmorstellen oder Gefügeveränderungen zu vermeiden.
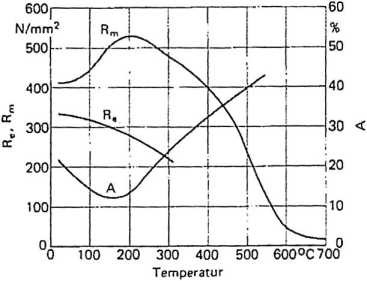
Streckgrenze (Rc), Bruchfestigkeit (Rm)und Bruchdehnung von Stahl bei verschiedenen Temperaturen
Konkrete Probleme im Betrieb, Prozessinstabilität, Verzug, Fehlentscheidungen bei Investitionen, Einführungsfragen und organisatorische Schwachstellen.
Dazu gehören Ursachenanalyse, Richtstrategie, Schweißfolge, Vorspannen, Flammrichten, Induktionsrichten und die sinnvolle Kombination aus Vorspannung, Vorbiegung und Korrektur.
Antragsberechtigt sind rechtlich selbständige kleine und mittlere Unternehmen sowie Freiberufler im Sinne des Programms. Ob ein Unternehmen im Einzelfall antragsberechtigt ist, hängt zusätzlich von der KMU-Einstufung und den Programmkriterien ab.
Induktionsrichten ist präzise, sauber und gut kontrollierbar. Die Wärme dringt gezielt in die Tiefe ein, ohne die Oberfläche unnötig zu belasten. Es entstehen weniger Verfärbungen oder Zunderschichten als beim Flammrichten. Zudem lässt sich die Energiezufuhr sehr fein dosieren – ideal für wiederholgenaue Prozesse oder empfindliche Geometrien.
Grundsätzlich lassen sich alle elektrisch leitfähigen Metalle durch Induktionswärme richten – darunter Baustahl, Edelstahl, Aluminium und Kupfer. Besonders geeignet ist das Verfahren für dickere Bauteile und für Materialien mit geringer Wärmeleitfähigkeit wie Chromnickelstahl. Wichtig ist die richtige Einstellung der Induktionsleistung und Abkühlzeit, um den Werkstoff nicht zu überlasten.
Förderfähig sind kleine und mittlere Unternehmen der gewerblichen Wirtschaft sowie Angehörige der freien Berufe mit Sitz oder Geschäftsbetrieb in Deutschland, sofern die KMU-Kriterien erfüllt sind.
Förderfähig sind KMU der gewerblichen Wirtschaft sowie Angehörige der freien Berufe, wenn sie die KMU-Definition erfüllen und ihren Sitz und Geschäftsbetrieb oder eine Zweigniederlassung in Deutschland haben.
Die Vorprüfung erfolgt durch Leitstelle und BAFA, die abschließende Entscheidung über Bewilligung und Auszahlung trifft BAFA nach Prüfung der Antrags- und Verwendungsnachweisunterlagen.
Der Zuschuss richtet sich nach dem Standort der Betriebsstätte. Laut BAFA gelten 80 Prozent Zuschuss in den neuen Bundesländern ohne Berlin sowie in den Regionen Lüneburg und Trier, maximal 2.800 Euro. In den alten Bundesländern, in Berlin und in der Region Leipzig gelten 50 Prozent, maximal 1.750 Euro.
oder in manchen Fällen auch mechanisches Richten nachbearbeiten. Dabei ist wichtig, dass die richtige Methode zur Verzugsform und zum Werkstoff passt.
Das Bild zeigt eine komplexe Rohrkonstruktion, bei der Wärmekeile strategisch aufgetragen wurden, um Torsionsverzug und andere Verformungen gezielt zu korrigieren. Diese Methode ist besonders effektiv bei Baugruppen mit unregelmäßigen Formen und hohen mechanischen Anforderungen.
Das Unternehmen gibt im ersten Schritt seine Firmendaten online ein und sendet den Antrag ab. Danach prüfen die gewählte Leitstelle und das BAFA die formalen Fördervoraussetzungen sowie die Beratereigenschaft des benannten Beratungsunternehmens.
Das Seminar beginnt gegen 08:00 Uhr mit einem kompakten Theorieteil. Danach folgen mehrere Praxisblöcke, in denen verschiedene Richtmethoden am Werkstück gezeigt und ausprobiert werden – mit Flamme, Induktion und Kombinationen. Pausen, Mittagessen und Fragen aus dem Arbeitsalltag sind fest eingeplant. Gegen 17:00 Uhr endet das Seminar.
In der Regel beginnt sie mit einer Klärung der Ausgangslage und einer möglichen Bezuschussung. Danach werden Ziel, Problemstellung und Rahmen eingegrenzt. Anschließend werden die relevanten Punkte im Betrieb analysiert und in konkrete Handlungsempfehlungen übersetzt.
Innerhalb der Geltungsdauer der aktuellen Förderrichtlinie bis zum 31. Dezember 2026 kann jedes förderberechtigte Unternehmen maximal fünf in sich abgeschlossene Beratungen gefördert bekommen, jedoch höchstens zwei pro Jahr. Maßgeblich ist der Zeitpunkt der Antragstellung.
Maßgeblich sind Beschäftigtenzahl sowie Umsatz oder Bilanzsumme, gegebenenfalls zusammen mit Partner- oder verbundenen Unternehmen. Für die Website ist eine einfache Vorprüfung sinnvoll; die formale Einordnung erfolgt auf Basis der BAFA-Unterlagen und Erklärungen.
Aluminium dehnt sich am stärksten aus und reagiert empfindlich auf Sauerstoffüberschuss. Edelstahl verliert bei Hitze schneller seine Korrosionsbeständigkeit, wenn er überhitzt oder falsch erwärmt wird. Baustahl verhält sich am robustesten – er verzieht sich langsamer, lässt sich aber gut flammrichten. Jeder Werkstoff erfordert eine eigene Temperaturführung.
Eine Unterweisung vermittelt Regeln und Verhalten. Eine Sicherheitsberatung betrachtet dagegen die konkrete betriebliche Situation, erkennt Schwachstellen und entwickelt passende Lösungen. Erstellt z.B. Gefährdungsbeurteilungen.
Die Brennergröße richtet sich in erster Linie nach der Materialdicke an der zu richtenden Stelle fimano-awt.de. Dünnere Bleche benötigen einen kleineren Brenner, während dickere Bauteile mit einer größeren Brennerdüse zügig erhitzt werden können fimano-awt.de. Auch die Werkstoffeigenschaften spielen eine Rolle fimano-awt.de: Materialien mit hoher Wärmeleitfähigkeit (z. B. Aluminium) erfordern oft einen kräftigeren Brenner, damit die Wärme schnell und ohne unnötige Verluste eingebracht wird fimano-awt.de. In der Praxis hat es sich bewährt, zunächst mit einem kleineren Brennereinsatz zu beginnen und dann – sobald man das Materialverhalten einschätzen kann – auf eine größere Düse umzusteigen fimano-awt.de. So wird das Bauteil zügig gerichtet, ohne die zulässigen Temperaturgrenzen zu überschreiten fimano-awt.de. Wichtig: Die Oberfläche darf dabei niemals angeschmolzen werden – das gilt als schwerer Fehler! fimano-awt.de Bei sehr dicken oder empfindlichen Werkstücken können spezielle Mehrflammen-Brenner helfen, die Wärme gleichmäßig zu verteilen und Überhitzung zu vermeiden fimano-awt.de.
Stahl dehnt sich bei Erwärmung aus und zieht sich beim Abkühlen wieder zusammen. Diese Ausdehnung ist berechenbar – pro 100 °C Erwärmung etwa 1,1 mm pro Meter. Ab ca. 400 °C beginnt der Werkstoff, seine Festigkeit zu verlieren. Bei etwa 600 °C ist Stahl plastisch verformbar, was gezielt zum Flammrichten genutzt wird.
Physikalische Grundlagen des Flammrichtens oder Induktionsrichtens – im Temperaturbereich von 0 bis 800° C
Handlaser kann in bestimmten Anwendungen Vorteile bringen, ersetzt aber nicht pauschal WIG oder MAG. Genau diese Abgrenzung ist ein typisches Thema in der Beratung. Möglich und oft sehr wirtschaftlich sind Hybride Schweißarbeitsplätze.
Die Seminare finden deutschlandweit statt – entweder bei uns oder in geeigneten Partnerwerkstätten. Wenn Sie eine Werkstatt zur Verfügung stellen möchten, ist das nach Rücksprache möglich. Benötigt wird eine Fläche von ca. 10 × 10 m mit Strom, Licht und ggf. Heizung. Gastgeber erhalten Sonderkonditionen oder können selbst teilnehmen.
Der Antrag wird online über das BAFA-Portal gestellt. Auf der BAFA-Seite zum Programm ist dafür das „Online-Portal zur Antragstellung“ hinterlegt. BAFA – Formular Portal- UBF3
Diese Angaben werden zur Anmeldung im Verwendungsnachweisportal benötigt. Die Vorgangsnummer steht auf dem Schreiben, mit dem BAFA den Beginn der Beratung erlaubt; eingegeben werden die sieben Zahlen ohne „UBF“
Die optimale Flammrichttemperatur von verzinktem Stahl liegt zwischen 550 und 600 °C. Diese zeigt sich nicht durch Glühen, sondern durch ein mattgraues Anlaufen der Zinkschicht. Achtung: Wird das Bauteil rotglühend, ist es bereits zu heiß – die Zinkschicht beginnt zu verdampfen und verliert ihre Schutzwirkung.
Wenn Bauteile regelmäßig nachgerichtet werden müssen, Anpassarbeiten zunehmen oder sich Fertigungs- und Montagezeiten verlängern, ist Verzug nicht nur ein technisches, sondern auch ein wirtschaftliches Problem.
Das hängt unter anderem von Geometrie, Material, Nahtart, Zugänglichkeit, Spaltverhalten, Qualitätsanforderung und Seriencharakter ab. Genau diese Punkte sollten vor einer Investition geprüft werden.
Der Nutzen liegt in einem strukturierten Blick von außen, in klaren Handlungsempfehlungen und in der Verbindung aus technischer Praxis und betrieblicher Umsetzbarkeit und der Erfahrung des Beraters.